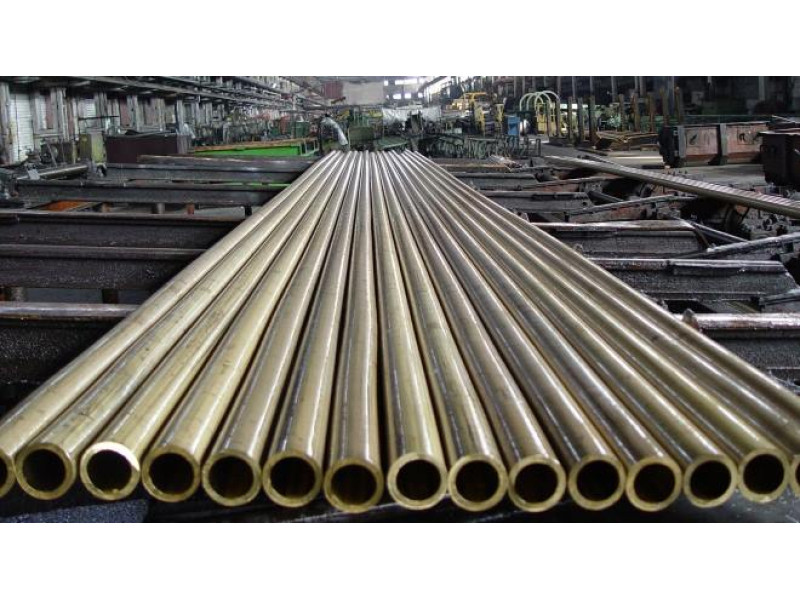
Труба профільна безшовна
Для виготовлення безшовних труб використовують різні технології обробки металу тиском. Спочатку проводиться розігрів сталевих заготовок у печах з крокуючими балками. Окаліну, що з'явилася, збивають за допомогою гідроустановок, що подають воду під високим тиском. Потім заготовки розрізають на шматки потрібної довжини та продовжують нагрівання печах-термостатах. Їх прошивають на прес-прошивальних верстатах, отримуючи гільзу-заготівлю. Гільза перед прокаткою може пропускатися через стан-лонгатор, що збільшує її довжину. На нашому сайті представлена профільна труба безшовна з різною конфігурацією і габаритами перерізів.
Залежно від виду прокатного обладнання застосовують 3 основних методи прокатування труб:
- Гвинтова прокатка
При гвинтовій прокатці заготівля рухається між робочими валками, що обертаються в одному напрямку. Осі вальців перехрещуються під кутом щодо осі оброблюваної деталі. Це дозволяє заготівлі обертатися гвинтовою спіралі навколо своєї осі, виконуючи поступальне переміщення. Така прокатка забезпечує деформування деталі та її подовження, формуючи порожнину труби.
- Поздовжня прокатка
Ця технологія має на увазі обтискання заготовки між валками, які обертаються в протилежний бік. Осі цих валків розташовуються в одній площині. Такий процес забезпечує обтискання металу по висоті, що подовжує заготівлю, при цьому переріз набуває форми зазору. Сталь завдяки силам тертя проходить через валкові зазори, рухаючись перпендикулярно площині, що проходить через осі валків. Калібр утворюють симетричні пази, розташовані перпендикулярно до осі валка. Структура бочки валка визначає вигляд профілю прокату.
- Поперечна прокатка
В даному випадку прокатні валки обертаються в одному напрямку, виконуючи обкатування заготовки. При цьому осі оброблюваної деталі та осі валків розташовуються паралельно.
Поступово відстань між вальцями зменшується, формуючи необхідний діаметр, та виконуючи збільшення довжини труби.
Після прокатки труба проходить охолодження. Потім виконується обрізання кінців та розрізання на шматки мірної довжини. Для збільшення точності виробів можуть застосовуватися додаткова прокатка в холодному стані. Перевірити цілісність готових труб дозволяють системи магнітного контролю. На ультразвукових установках слідкують параметри товщини стінок. Готові вироби надходять складу.